The Importance of Understanding Risk Scenarios for Sight Glasses

Click to watch a video talk on this segment
The most important task in selecting a safe sight window design involves understanding the risk scenario as a whole. The interplay between temperature and chemical corrosiveness has already been discussed. This kind of coupling between different thermodynamic parameters is common, and must ALWAYS be understood in order to evaluate risk scenarios.
Glass is a relatively low temperature material, as are most transparent materials. Transparent materials that can withstand very high temperatures are crystalline and very hard; these are very expensive, synthetically grown items. Glass is sometimes described as a very viscous liquid in very slow motion; if the maximum service temperature of glass is exceeded even by a little bit, the glass becomes much more liquid very quickly. Therefore, there is essentially no margin of safety on the temperature scale of glass. At the maximum service temperature, sight windows will last indefinitely. Exceeding the maximum service temperature even by tens of degrees for a short while will make glass deform irreversibly. This is counterintuitive for most mechanical engineers, as most structural materials exhibit a much more graceful degradation of load bearing capacity at the limit of their commonly used temperature limit. The reason is that most structural material's maximum service temperature is well below the point at which a catastrophic loss of strength occurs. Such materials are forgiving of inexact engineering practices that might result in short lived temperature spikes. Glass is not so. Therefore, users are expected to ensure that peak temperatures remain below the rated temperature of sight windows, at all times, without exception.
Processes that use boilers or compressors to supply fluids at elevated pressures in gaseous states always exhibit a coupling of pressure and temperature. If a boiler explodes because of a pressure spike, that pressure spike has to have been accompanied by a corresponding temperature spike. Thus, it makes no sense to specify a margin of safety on the pressure scale unless there is the corresponding margin on the temperature scale. Unfortunately, more often than not, pressure and temperature specifications seem to be made independently of each other. But, for just about any gas phase process, except for heaters and chillers, temperature and pressure are coupled. For such processes, the real limiting factor can be the temperature rather than pressure. If it is a process that operates at or close to the maximum service temperature of the sight window, then the real margin of safety is dictated by the temperature headroom, and vendors' claims of pressure safety margins become meaningless.
Air Compressor Example
The coupling of temperature and pressure ratings can be illustrated easily by an air compressor example. Most compressors' temperature/pressure relations are described by a formula like:
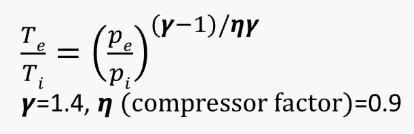
The 'e' subscripts on the numerators denote compressor exit conditions, while the 'i' subscripts of the denominators denote inlet conditions. Gamma is the ratio of constant pressure heat capacity to constant volume heat capacity, which is 1.4 for air, and eta is a compressor inefficiency factor that accounts for the fact that compressors are never isentropic machines, with common compressors exhibiting a value around 0.9 (??=1.4, ?? (compressor factor)=0.9). Some numbers calculated from this relation are shown below as Table 2.
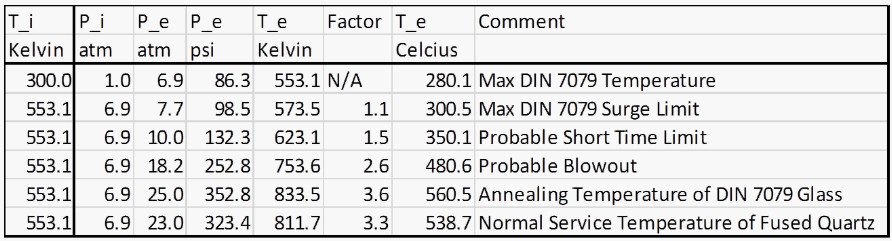
Table 2: Some values from equation x.
Consider a compressor with an efficiency factor of 0.9 that compresses air at STP by a pressure ratio of 7. Such a compressor would discharge at 280 degrees Celsius, which is about as high as any borosilicate or soda lime sight window can tolerate, and maximum allowed by DIN 7079 compliant sight window. 7 ATM total pressure is about 86 PSIG, which is well within the specifications of any glass based sight window. And virtually any vendor will supply sight windows rated at 87 PSIG with as large a claimed pressure safety factor as desired.
What may not be obvious is that because of the fact that the pressure is supplied by a compressor, there is absolutely no safety margin at all in this scenario for a DIN 7079 type sight window. By its nature, a pressure spike from a compressor is necessarily accompanied by a corresponding temperature spike. But 280 degrees Celsius is already the maximum temperature that can be accommodated by sight windows, so there is no room to accommodate any temperature rise at all. A mere 11 PSI pressure spike will raise temperature by 20 degrees Celsius, which is the maximum short term exposure allowed by DIN7079 standard that describes borosilicate based fused glass windows. If the pressure surges by a factor of 1.5, the temperature will be at 350 degrees Celsius, and the sight window is likely to fail relatively quickly. If the pressure surges by a factor of 2.5 or more, the temperature will be close to 500 degrees Celsius, and these windows will fail very quickly. Therefore, while the claim that a DIN7079 operating at 280C offers a pressure safety factor of ten might be technically true, such a meaningless claim only lead to a false sense of security. In scenarios where temperature and pressure are coupled, a sight window operating near or at its temperature limit has little or no margin of safety on the pressure scale. If the pressure rises, the temperature also rises by definition, and the glass will lose strength very quickly.
There a few saving graces. First, in most processes, it would be unlikely that a very oversized compressor would be used; specifying a compressor that can deliver three times the normal process pressure is usually a huge waste of money. Second, if such large pressure surges are possible for whatever reason, any competent designer would have also built in pressure relief safeties like valves and rupture disks, eliminating the possibility of such dangerous pressure surges. It would be rather common to specify a compressor that can deliver 1.5 times the required process pressure, and specify relief valves and rupture disks that limit pressure to a surge value less than 1.5.
On the other hand, if it is impossible for a large pressure surge to occur, specifying a large pressure safety factor is pointless. If the process design makes a pressure surge of more than 1.5 times the normal pressure impossible, then the right pressure safety factor is 1.5; specifying a safety factor of ten might cost more money, but would provide no additional risk reduction. At the same time, if such surges did occur, even to a factor of 1.5, then DIN 7079 compliant sight window would not be able to handle it for more than a short while because the corresponding temperature surge would ruin the glass. So the claimed pressure safety factors, which presuppose a nonsensical scenario of pressure spiking while the temperature remains constant-impossibility for a compressor governed by our laws of physics-are completely meaningless.
Vendors advertise large pressure safety factors because it is easy to deliver; one can simply make the glass thicker. But in cases like this, pressure surge behavior is governed by compressor behavior, and the safety factor is actually dependent on the window material being used. To create a pressure safety factor, one needs to use a higher temperature glass. A reasonable choice would be using fused quartz in a sidewall sealed configuration. Fused quartz glass is a relatively soft glass, and not nearly as "strong" as DIN 7079 compliant fused glass. But it can serve at temperatures of 540 degrees Celsius. So that temperature capability allows it to be designed to a pressure safety factor of 3.3 in this scenario. This is a much higher safety factor than can be achieved by any DIN 7079 fused glass for this scenario.
In Conclusion
Holistic risk assessment requires an understanding of solid mechanics, chemical thermodynamics and kinetics, and gas thermodynamics. Few individuals have requisite expertise in all of these areas, so risk factors that fall outside of a given engineer's area of expertise might not occur to him at all. But that doesn't mean that a holistic assessment of risks can be avoided, or substituted with generic claims of safety margins from vendors. In particular, there is an erroneous tendency to correlate pressure safety factor with actual risk reduction. Pressure safety factor calculations presuppose exactly one failure scenario, which almost never materializes. It says nothing about how the sight window would react under any other risk scenario.
Claims of safety based on supposed conformity to some irrelevant standard are even less meaningful. There are even statements that a given vendor's sight windows are safe because they conform to ANSI specifications. But for virtually all sight windows deployed in high risk applications, the only relevant part of ANSI specifications is with respect to mating flange dimensions, which is never the point of failure in sight windows. ANSI has nothing to say about what kinds of glass, coating, sealing gasket arrangements are required to hold, say, 10 molar aqueous sodium hydroxide solution at 240 degrees Fahrenheit. Claiming that a sight window is safe because of conformity to ANSI standards is equivalent to saying that it is safe because of its bolt hole arrangement.
The purpose of this document is to alert current and future users of sight windows to the fact that holistic risk evaluations have to be carried out for each individual process, and that there is no single sight window design that is 'just safer,' regardless of what the vendors would like to advertise. And the interaction of pressure, temperature, and chemical corrosion potential needs to be addressed. Even for common cases like holding hot water or compressed air, it is very possible to miss dangerous failure scenarios, if these parameters are compared to specifications independently of one another. The fundamental cause for sight window failures is misidentification of failure mechanisms present in the process. Diligently evaluating all risk factors, and their interactions with one another, would prevent all failures.
< Back to Introduction
| This web site is provided by: |  | Copyright 2015, All Rights Reserved. |



